前期和大家分享了产线理论人员需求计算案例,详细如下
车间管理-(15)1个案例讲清楚车间理论人员配置及安排
真北:理论定员=产品标准工时/生产节拍;实际定员=产品标准工时/生产节拍/线平衡率标准
上期分享的理论人员计算通用规则,而在具体实践中,根据每个企业的生产特点,会将以上计算规则进行转换。这便是工作经验和方法的有效结合。
1、本案例人力需求计算模型背景企业:
汽车整车厂总装生产线,柔性混合的均衡生产模式,非大批量生产。一条流水线生产6种不同的车型,根据作业的付咱度分为大型车和小型车,生产计划排产基于车型比例,下达生产任务,不管什么车型,JPH基本稳定不变,JPH,即单小时下线整车的台数。理解本人力计算模型需具备基本的汽车整车生产线的概念。
2、理论人员需求数量规则:
(本班车型A数量*A标准工时+本班车型B数量*B标准工时+)/本班1个人有效工作时间
此计算规则和通用计算规则的原理一致,但很多人难以理解,为何如此?
分子代表的是单班生产所有产品需要的作业的时间,分母代表1个人单班的作业时间(注意,此话语在此企业叫法是生产体制),两者相除,则代表生产完毕本班产品,需要安排多少人员。
那么我们再来看人员计算的真北规则的含义:
真北:理论定员=产品标准工时/生产节拍;实际定员=产品标准工时/生产节拍/线平衡率标准
1一个产品所需作业的时间即为产品标准工时,流水线上一个人投入的作业时间即为生产节拍,两者相除则是理论人员计算结果。
3、理论人员计算模型解读:
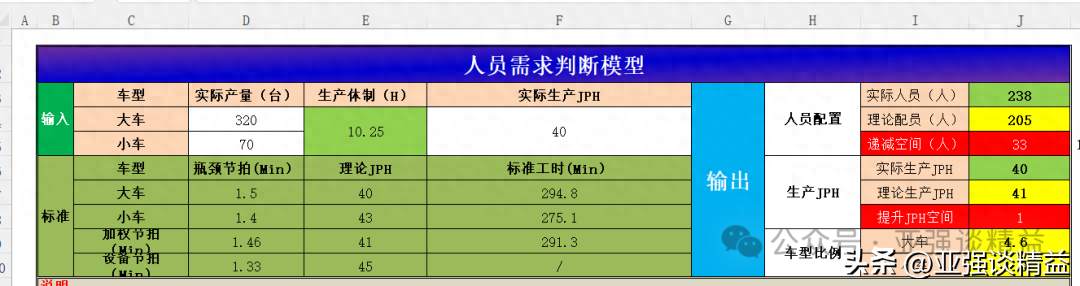
单班日计划产量,大车320台,小车70台,大车的标准工时294.8分钟,小车标准工时275.1分钟,生产体制10.25小时,人员的作业饱和度标准90%。
单班理论人员数量=(320*294.8+70*275.1)/10.25/60(统一时间单位)/90%=205人
那么大车和小车的标准工时从哪里来呢?
第1种方法是按照秒表法测量设定产品的标准工时:
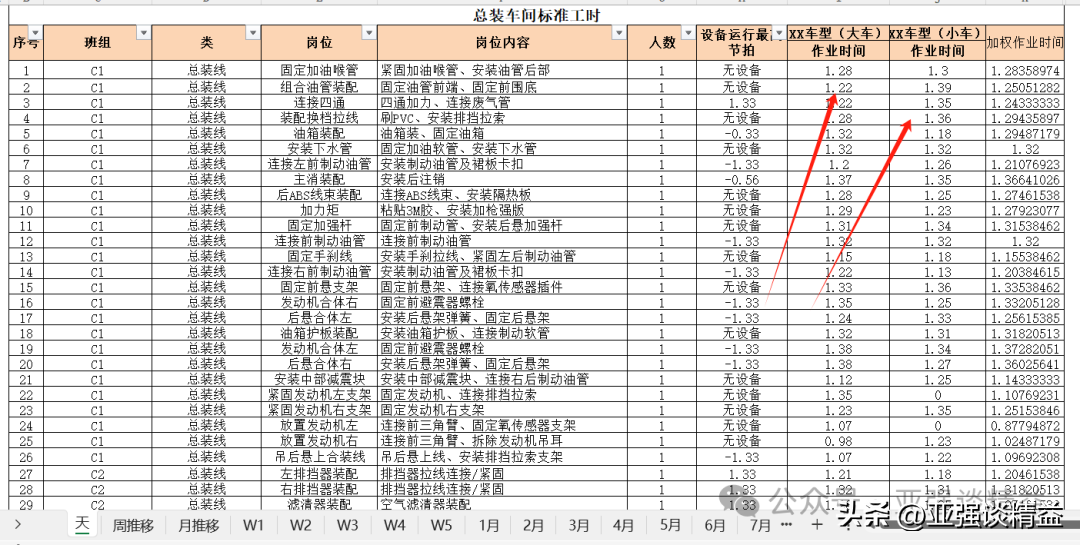
第2种方法是按照标准资料法设定的产品标准工时:
时间如箭头所示
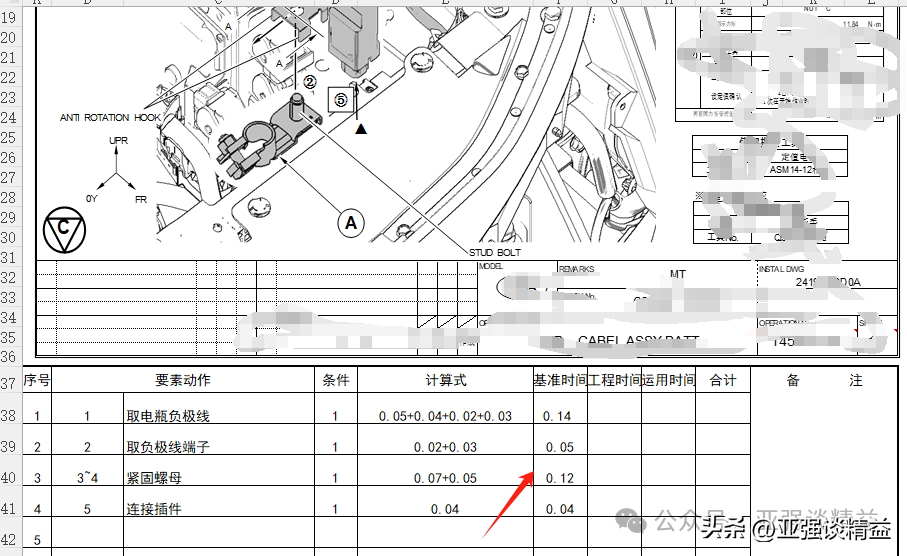

当然,此企业有一套完整的标准资料法规则,理论人员的计算是按照此方法计算,秒表法测量只是现场的改善应用。
4、理论人员计算模型如何填写应用呢?
输入:
1).实际排产需要对应的计划生产体制,可以输入一天的产量和对应的JPH、一周的产量和对应的生产体制、一月的产量和对应的生产体制;
2).输入数据必须是经过检讨判断将要实施的计划产量,计划体制及生产JPH。
标准:
1).标准数据均由标准工时自动生成,需要定期更新标准工时测量表。
输出:
1).根据理论配员和实际配员对比,给出人力递减指标;
2).根据理论JPH和实际JPH对比,给出JPH提升方向。
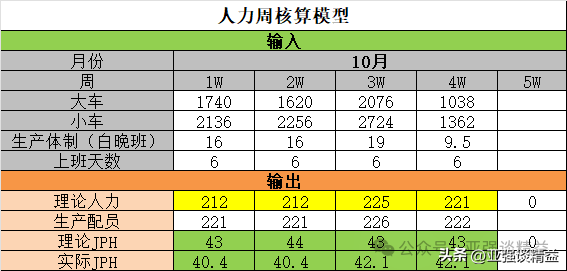
5、理论人员计算模型计算结果
日,周,月,年的理论人员核算,实现人员动态的柔性管理。
1)周理论人员配置核算:如1W212人。

2)月度理论人员配置核算:如1月190人。


总结来说:此案例中举例的是两大类车型的均衡生产中的理论人员需求计算及安排。人员计算模型中的其他表格的含义和生产计划的排产合理性,生产成本的核算,浪费的递减、人员数量的管理,四个方面有关系,这里不在详细赘述,感兴趣的可留言,后续在慢慢展开。
企业应用过程远比这里所呈现的信息复杂,为方便理解,简化了一些信息。此模型完整19张套表核算。